DC Series
High-Speed, Fine Finish
Profile Milling Machines
DC Series
The ultimate die / mold milling machines
Super rigid design and construction coupled with high-speed, high precision spindles makes the DC Series the preferred choice for demanding die and mold applications. These machines handle a wide range of cutting demands from roughing to super-fine finish machining. In fact, the DC Series is world renowned for providing the smoothest and cleanest automotive die surfaces.
With state-of-the-art CNC controls and a wide selection of available software and attachment options, the DC 5-Axis Series epitomizes SNK’s commitment to be at the forefront in offering high-speed high precision and high productivity milling machines for the die production market.
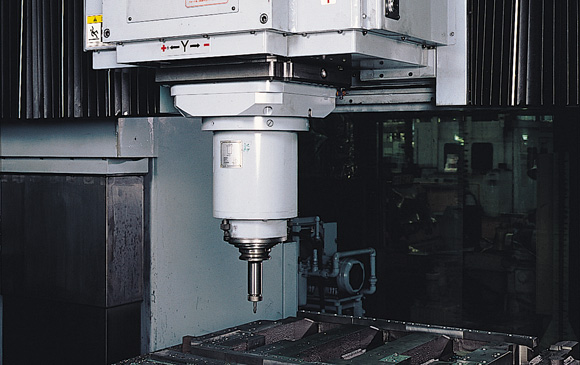
Durables rigid design -stands up to extended, high-speed operations
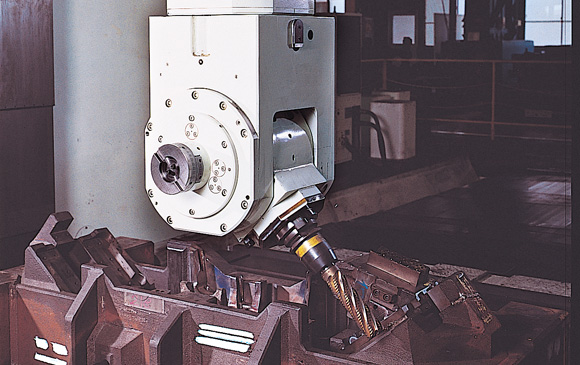
Massive 430mm x 430mm square ram and large diameter curvic coupling -allows for powerful machining with vertical spindle adapter
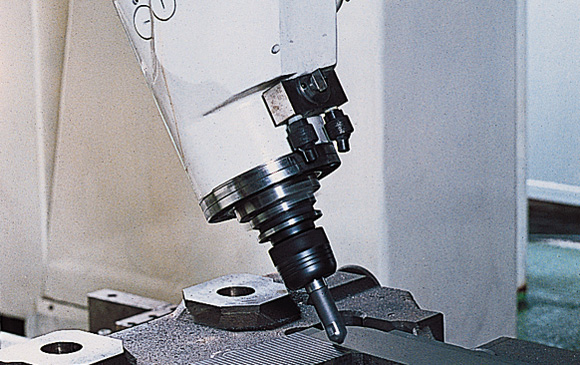
Versatile spindle supported by large diameter cylindrical bearings -makes plunge cuts possible and withstands large helical loads -perform all operations from preparatory operations to final finishes without changing workpiece set-up
Linear guideays -provide high-speed, high-precision X,Y and Z axes movements
Feedrate Smoothing Function -allows improved machined surface quality and reduced machining time